Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: Recebemos pelo menos uma chamada por semana. Alguém do outro lado da linha diz que precisa de construir um permutador de calor — tubos de aço inoxidável e placa tubular de aço carbono — e está a ter problemas com defeitos de soldadura. F...
Recebemos pelo menos uma chamada por semana. Alguém do outro lado da linha diz que precisa de construir um permutador de calor — tubos de aço inoxidável e placa tubular de aço carbono — e está a ter problemas com defeitos de soldadura. Fissuras, porosidade, fusão incompleta. Já experimentaram diferentes varetas, diferentes soldadores, diferentes pré-aquecimentos. Nada parece funcionar de forma consistente.
Construímos sistemas automáticos de soldadura de tubos em placas tubulares há mais de quinze anos, e esta combinação específica de materiais é a que mais aparece. Não é que o aço inoxidável e o aço carbono se recusem a soldar. Acontece todos os dias em oficinas ao redor do mundo. Mas fazê-lo corretamente exige compreender o que realmente está a acontecer na junta — e utilizar equipamentos que possam controlar variáveis que a mão humana não consegue.
O problema começa pela física básica. O aço inoxidável expande mais do que o aço carbono quando aquecido, e expande-se mais rapidamente. Durante a soldadura, isto significa que o tubo tende a expandir-se enquanto a placa tubular tenta mantê-lo imóvel. O resultado é uma tensão residual que pode romper a solda à medida que esta arrefece.
A segunda questão é metalúrgica. Se fundir demasiado aço carbono na poça de fusão, ocorrerá diluição. A composição química altera-se. Em vez de uma solda de aço inoxidável adequada, acaba com algo que pode ser quebradiço ou propenso à corrosão. É por isso que a seleção do metal de adição é importante — normalmente 309L ou 309LSi, que são concebidos para acomodar a diluição de ambos os lados.
Há também o problema prático do encaixe. Os tubos de aço inoxidável comportam-se de forma diferente dos tubos de aço carbono. Não se encaixam na placa tubular da mesma forma. Se o tubo não estiver bem ajustado ao furo, existirão folgas. Folgas significam transferência de calor inconsistente durante a soldadura, o que significa penetração inconsistente.
Pesquisas comprovam isso. Num caso documentado, o que parecia ser um problema de material revelou-se a contaminação por fluidos de corte retidos no espaço anular. Este fluido decompôs-se no arco, gerou hidrogénio e causou porosidade que parecia exatamente uma falha metalúrgica. A limpeza não é aqui opcional.
Quando se trabalha com diferentes materiais, a consistência torna-se fundamental. Um soldador manual pode produzir uma junta perfeita às 9h e uma junta rejeitada às 15h. O seu braço cansa. O seu ângulo muda ligeiramente. A sua velocidade de deslocamento varia.
Uma máquina automática de soldadura tubo a placa tubular não apresenta estes problemas. Executa o mesmo programa no tubo 500 e no tubo 1. Mantém o comprimento do arco electronicamente. Compensa as mudanças de posição à medida que a cabeça orbita.
Para a soldadura de aço inoxidável a aço carbono, a soldadura orbital de tubo para placa tubular oferece vantagens específicas. A capacidade de pulsar a corrente — alternando entre alta amperagem para penetração e baixa amperagem para permitir que a poça de fusão se forme — evita a flacidez que ocorre na soldadura sobrecabeça. As frequências de impulsos podem ser ajustadas para a espessura exata da parede e para a combinação de materiais. O excesso de calor causa problemas de diluição. Calor insuficiente resulta numa fusão incompleta.
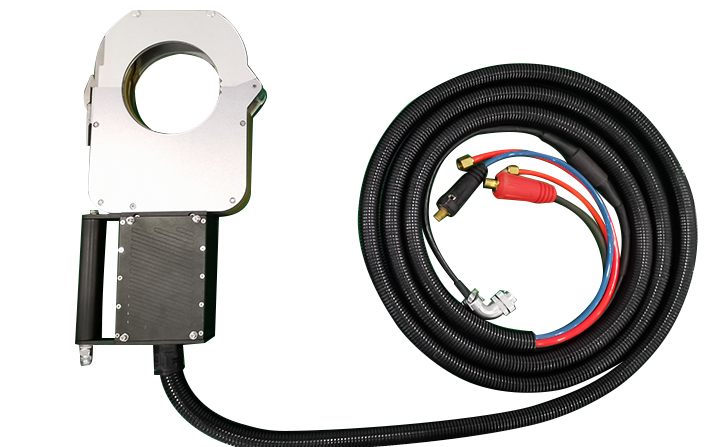
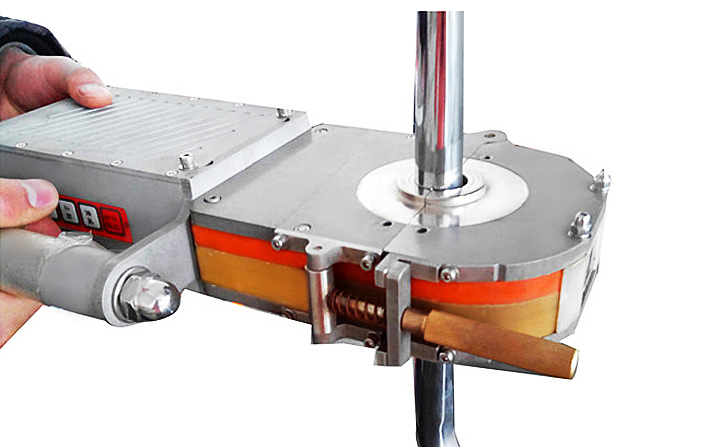
A precisão reside na própria cabeça de soldadura. Uma boa cabeça de soldadura orbital tubo-placa centra-se no diâmetro interior do tubo utilizando mandris expansíveis. Se a cabeça estiver descentrada, o comprimento do arco varia ao longo da circunferência e a penetração varia com a mesma. As nossas cabeças permitem o ajuste em três eixos — axial, radial e angular — de modo a que, uma vez ajustada para um determinado tamanho de tubo, permaneça nessa posição durante centenas de ciclos.
Existe uma diferença entre uma solda de vedação e uma solda de resistência tubo-placa. Uma solda de vedação apenas impede a fuga de fluido. É geralmente pequena, muitas vezes apenas um passe de fusão. Uma soldadura de resistência tubo-placa foi concebida para suportar carga — para transferir as forças axiais do tubo para a placa tubular e impedir que o tubo se solte sob pressão ou expansão térmica.
Para tubos de aço inoxidável numa placa tubular de aço carbono, a obtenção de uma junta de soldadura de resistência tubo-placa requer normalmente uma configuração de tubo saliente. O tubo estende-se 2 a 3 mm para além da face da placa tubular e é aplicada uma soldadura de filete em torno da circunferência. Este filete aumenta a espessura da garganta e cria um fecho mecânico que vai além do que a fusão por si só proporciona.
A seleção do metal de adição para uma soldadura de reforço é mais importante do que para uma soldadura de vedação. Com o metal de adição 309L, o metal de soldadura pode acomodar a diluição de ambos os materiais base, mantendo as propriedades mecânicas adequadas. O procedimento deve ser qualificado em protótipos, com secções transversais examinadas para verificar a penetração e a ausência de defeitos.
A norma ASME UW-20 define o que se qualifica como uma soldadura de reforço total versus uma soldadura de reforço parcial. Para aplicações em que a junta deve suportar toda a carga do tubo — como aquecedores de água de alimentação de alta pressão — o tamanho da soldadura deve ser calculado e o procedimento rigorosamente documentado.
Diferentes indústrias utilizam juntas de tubo de aço inoxidável com aço carbono em placas tubulares por diferentes razões, e o equipamento adapta-se a cada uma delas.
Permutadores de calor de refinarias
Numa refinaria, pode ter tubos de aço inoxidável para resistência à corrosão no lado do processo e uma placa tubular de aço carbono porque é mais barata e resistente o suficiente para a pressão do lado do casco. Uma máquina automática de soldadura tubo-placa tubular opera em centenas de tubos por feixe. A cabeça de soldadura necessita de encaixar em canais estreitos entre os tubos, centralizar rapidamente e produzir soldaduras de filete consistentes que passem por inspeções visuais e de ensaios não destrutivos (END). As cabeças arrefecidas a água permitem operar durante todo o turno sem sobreaquecimento.
Aquecedores de água de alimentação de centrais elétricas
Os aquecedores de água de alimentação sofrem ciclos térmicos severos. Arranque, paragem, mudanças de carga — cada ciclo exerce pressão em cada junta. Uma junta tubo-placa soldada por resistência deve acomodar a dilatação diferencial entre os tubos de aço inoxidável e a placa tubular de aço carbono sem fissuras. A investigação mostra que a combinação de soldadura com expansão — laminação ou expansão hidráulica de tubos em ranhuras após a soldadura — cria redundância. A soldadura suporta a carga axial, a expansão garante o contacto e bloqueia a corrosão por fendas.
Vasos de Processo Químico
Nos vasos de pressão com serpentinas internas de aquecimento ou arrefecimento, os tubos de aço inoxidável podem ser soldados a placas tubulares de aço carbono que fazem parte da parede do vaso. Nestes casos, as cabeças de soldadura orbital tubo-placa tubular devem alcançar espaços confinados e produzir soldaduras de qualidade que cumpram os requisitos da Secção VIII da ASME. O acesso é restrito, a visibilidade é deficiente e a soldadura manual é praticamente impossível. A automatização é a única solução prática.
Condensadores de Centrais Termoelétricas
Os grandes condensadores utilizam frequentemente tubos de aço inoxidável ou titânio com placas tubulares de aço carbono. Trata-se de trabalhos de grande volume — milhares de tubos por unidade. As nossas cabeças TP040 são concebidas para estas aplicações, suportando configurações de tubos nivelados sem alimentação de arame. O design fechado proporciona a cobertura de gás inerte necessária para materiais sensíveis à oxidação, e o peso leve (3,65 kg) permite aos operadores posicioná-los sem gruas.
Eis o que dizemos aos clientes quando perguntam como abordar uma soldadura de aço inoxidável em aço carbono:
Limpe tudo. Os fluidos de corte da maquinação do furo do tubo devem ser removidos. Se o fluido ficar retido no espaço anular, decompor-se-á no arco, gerará hidrogénio e causará porosidade. A limpeza com solvente seguida de secagem é obrigatória.
Verifique o encaixe. O tubo deve encaixar perfeitamente no furo. As folgas causam transferência de calor inconsistente e penetração inconsistente. Se o encaixe estiver solto, considere expandir ligeiramente o tubo antes da soldadura para garantir o contacto.
Qualifique o procedimento. Execute simulações com os mesmos materiais, o mesmo diâmetro de tubo e a mesma espessura de parede. Corte-as em secções. Observe a penetração, a fusão e a ausência de defeitos. Ajuste os parâmetros até que cada secção transversal cumpra os requisitos.
Configure a máquina automática de soldadura de tubos em espelho de tubos. Selecione o tamanho correto da pinça. Instale o ângulo de tocha adequado — normalmente 7 graus para soldaduras de filete salientes. Programe a sequência de soldadura com base no procedimento qualificado: corrente, parâmetros de pulso, velocidade de deslocamento e taxa de alimentação do arame.
Vigie durante a soldadura. Os sistemas modernos registam todos os parâmetros para a rastreabilidade. Se algo sair das especificações, a máquina alerta o operador. Obtém a comprovação posterior de que cada junta cumpre os requisitos.
O argumento a favor da soldadura orbital de tubo para placa tubular em aplicações com metais diferentes resume-se à consistência. Não se podem tolerar variações quando os materiais se comportam de forma diferente. Uma soldadura que opere ligeiramente quente pode apresentar uma diluição excessiva. Uma que opere ligeiramente fria pode não fundir. Com milhares de juntas num único permutador de calor, mesmo uma taxa de defeitos de 1% significa dez tubos com defeito.
Uma máquina de soldadura automática de tubo a placa tubular elimina este risco. Ela executa o procedimento qualificado exatamente da mesma forma sempre. Ela não se cansa, não se distrai e não tem dias de folga. O operador concentra-se em carregar a cabeça e inspecionar os resultados enquanto a máquina faz o trabalho.
Se fabrica permutadores de calor, aquecedores de água de alimentação, condensadores ou vasos de pressão com tubos de aço inoxidável e placas tubulares de aço carbono, venha ver o que as nossas máquinas conseguem fazer. Traga uma amostra e nós testaremos na nossa fábrica. Verá a diferença na consistência, na aparência e nos dados. Sem conversa de vendedor — apenas décadas de experiência a ajudar pessoas a soldar combinações complexas corretamente.