Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: Todos os dias, alguém compra a cabeça de soldagem orbital errada. Não por descuido, mas porque ninguém explicou a verdadeira diferença entre os dois principais tipos de cabeças de soldagem orbital – e o custo desse erro se reflete em sol...
Todos os dias, alguém compra a cabeça de soldagem orbital errada. Não por descuido, mas porque ninguém explicou a verdadeira diferença entre os dois principais tipos de cabeças de soldagem orbital – e o custo desse erro se reflete em soldas rejeitadas, prazos perdidos e operadores frustrados.
Fabricamos os dois tipos de cabeças de soldagem orbital desde 1994. Já enviamos para mais de cinquenta países. E vimos o mesmo padrão se repetir: uma oficina compra uma máquina de soldagem orbital com cabeça aberta para trabalhos com aço inoxidável de parede fina ou uma máquina de soldagem orbital com cabeça fechada para tubulações de aço carbono de parede grossa. Ambas as escolhas falham. Ambas custam caro.
Aqui está o que você precisa saber sobre cabeças de soldagem orbital que ninguém coloca no folheto. Não qual é “melhor”, mas qual é a certa para o que você realmente solda.
A Armadilha da Parede Fina de Aço Inoxidável
Tínhamos um cliente no Centro-Oeste que soldava tubos sanitários – de 2 polegadas, Schedule 10, em aço inoxidável 304L, dia após dia. Eles compraram uma máquina de solda orbital de cabeçote aberto porque era mais barata e rápida de configurar. O vendedor disse que funcionaria bem com a purga interna adequada.
Não funcionou.
O cabeçote de solda orbital cumpria sua função. O arco era estável. O deslocamento era suave. Mas a zona de solda exposta permitia que o oxigênio atingisse a raiz, apesar de todos os esforços de purga. Todas as soldas apresentavam óxido azul na parte interna. A taxa de rejeição chegou a 18% antes de nos contatarem.
Substituímos a máquina de solda orbital de cabeçote aberto por uma máquina de solda orbital de cabeçote fechado – nossa KHGC. A câmara selada eliminou a oxidação. Os mesmos operadores, o mesmo tubo, o mesmo gás de purga. A taxa de rejeição caiu para menos de 2%.
A lição: algumas aplicações exigem uma máquina de solda orbital de cabeçote fechado. Nenhuma máquina de solda orbital de cabeçote aberto consegue igualar a cobertura de gás de uma câmara selada em aço inoxidável de parede fina. Se você solda tubos sanitários, linhas farmacêuticas ou sistemas de gás para semicondutores, você precisa de uma máquina de solda orbital de cabeçote fechado. Ponto final.
O Erro Comum em Tubulações com Aço de Parede Espessa
O contrário também acontece com frequência.
Uma empreiteira de dutos comprou uma máquina de solda orbital com cabeçote fechado porque acreditava que “fechado é melhor”. Eles estavam soldando aço carbono X65 de 12 polegadas (30,5 cm) de espessura, Schedule 80. O cabeçote de solda orbital funcionava, mas cada preparação levava 15 minutos em vez de 5. A câmara selada adicionava peso e complexidade. Em um duto de 80 km, esses minutos extras por junta acrescentavam dias ao projeto.
Eles mudaram para uma máquina de solda orbital com cabeçote aberto – nossa KHGK. O tempo de preparação caiu em dois terços. As soldas ficaram com a mesma qualidade, pois, em aço carbono de parede espessa, a câmara selada não oferecia nenhuma vantagem. O cabeçote de solda orbital era mais simples, mais leve e mais rápido.
A lição: para aço carbono ou aço inoxidável de parede espessa (Schedule 40 e acima), uma máquina de solda orbital com cabeçote aberto geralmente é a melhor escolha. A máquina de solda orbital com cabeçote fechado aumenta o custo e a complexidade sem melhorar a qualidade da solda.
O que o folheto não lhe dirá sobre cabeçotes de soldagem orbital
Aqui está o que você não aprenderá em uma ficha técnica sobre cabeçotes de soldagem orbital.
O peso importa mais do que você imagina. Uma máquina de soldagem orbital com cabeçote fechado é mais pesada do que uma máquina de soldagem orbital com cabeçote aberto da mesma faixa de diâmetro. Esse peso desgasta os operadores ao longo de um turno de 10 horas. A fadiga leva a erros. Já vimos oficinas trocarem cabeçotes fechados por cabeçotes abertos apenas para manter seus soldadores descansados.
O tempo de purga se acumula. Uma máquina de soldagem orbital com cabeçote fechado precisa de tempo para selar e purgar – normalmente de 60 a 120 segundos antes de cada solda. Em um trabalho com 500 juntas, isso representa de 8 a 16 horas de tempo sem soldagem. Uma máquina de soldagem orbital com cabeçote aberto e purga interna está pronta para soldar assim que o tubo for purgado.
A manutenção é diferente. As vedações de uma máquina de soldagem orbital com cabeçote fechado se desgastam. Elas precisam ser substituídas. A cabeça de soldagem orbital não veda corretamente se as vedações estiverem danificadas. Uma máquina de soldagem orbital com cabeça aberta não possui vedações que possam falhar. É mais simples, o que significa menos peças que podem quebrar.
A faixa de diâmetro é importante. A maioria das máquinas de soldagem orbital com cabeça fechada atinge um limite de 4 ou 6 polegadas. Uma máquina de soldagem orbital com cabeça aberta pode lidar com 8 polegadas ou mais, com o trilho correto. Se você solda acima de 6 polegadas, a escolha certa já está feita.
A Solução Híbrida: Quando Você Precisa de Ambas as Cabeças de Soldagem Orbital
Muitas oficinas não soldam apenas um tipo de tubo. Elas soldam aço carbono de parede grossa pela manhã e aço inoxidável de parede fina à tarde. Elas precisam de ambos os tipos de cabeças de soldagem orbital, mas não querem comprar dois sistemas completos.
É por isso que criamos a KH-315A. Uma única fonte de energia. Três cabeçotes de soldagem orbital intercambiáveis: um cabeçote de soldagem orbital aberto (KHGK), um cabeçote de soldagem orbital fechado (KHGC) e um cabeçote para placas tubulares (KHB12-80). Troca em minutos. Continue soldando.
Para fabricantes que realizam trabalhos mistos, esta é a maneira mais econômica de possuir ambos os cabeçotes de soldagem orbital sem a necessidade de manter duas máquinas separadas.
Como Decidir: Um Teste Simples
Se você está na sua oficina agora, tentando escolher entre uma máquina de solda orbital de cabeçote aberto e uma de cabeçote fechado, faça este teste.
Pegue o tubo de aço inoxidável mais fino que você solda regularmente. Solde uma junta com o seu processo atual. Corte-o ao meio. Observe o interior da raiz.
– Se você vir óxido azul, cinza ou preto, precisa de uma máquina de solda orbital de cabeçote fechado.
– Se a raiz estiver prateada ou cor de palha, uma máquina de solda orbital de cabeçote aberto é suficiente.
Pronto. A observação visual lhe dirá tudo sobre se você precisa ou não de um ambiente fechado.
Para aço carbono ou aço inoxidável de parede espessa (Schedule 40 ou superior), o teste é diferente. Cronometre o tempo de preparação de cada tipo de cabeçote de solda orbital em uma junta representativa. Multiplique o tempo de preparação pelo número de juntas que você solda por semana. Se a máquina de solda orbital de cabeçote fechado lhe custar mais de uma hora por semana em preparação extra, pergunte-se se a melhoria na qualidade da solda justifica o custo. Em paredes espessas, geralmente não.
O que fabricamos – e por quê
Fabricamos quatro tipos de cabeçotes de soldagem orbital porque atendemos quatro tipos de clientes.
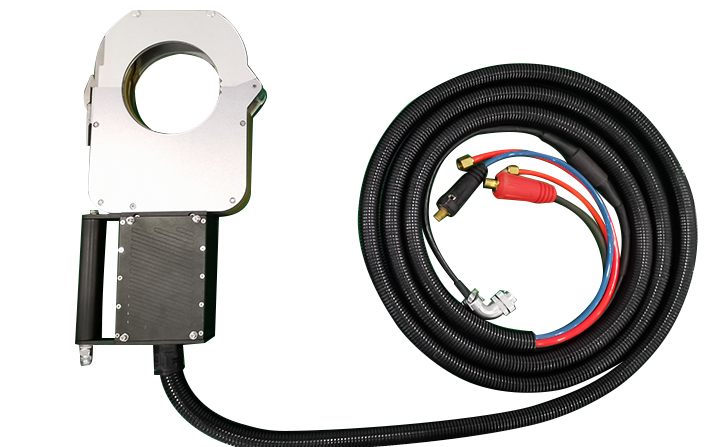
– KHGK – Nossa máquina de soldagem orbital padrão com cabeçote aberto. Para tubulações, tubulações de processo, aço carbono e aço inoxidável acima da Schedule 10. Configuração rápida, ampla faixa de diâmetros, pronta para uso em campo.
– KHGC – Nossa máquina de soldagem orbital com cabeçote fechado. Para aço inoxidável de parede fina, tubos sanitários, indústria farmacêutica e semicondutores. Cobertura perfeita de gás, sem oxidação, resultados repetíveis.
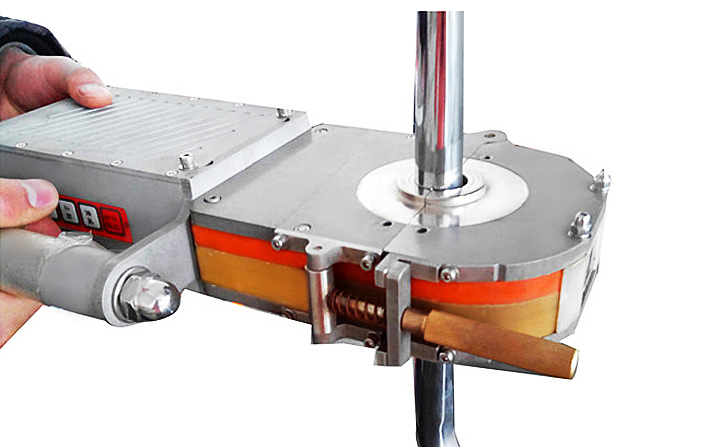
– KHB12-80 – Um cabeçote de soldagem orbital especializado para soldagem tubo-placa (trocadores de calor, caldeiras). Não é aberto nem fechado – uma terceira categoria completamente diferente.
– KH-315A – O sistema 3 em 1 com cabeçotes de soldagem orbital intercambiáveis: aberto, fechado e para placa tubular. Uma fonte de energia, três cabeçotes.
Se você precisa de uma máquina de soldagem orbital com cabeçote aberto, compre a KHGK. Se você precisa de uma máquina de solda orbital com cabeçote fechado, compre a KHGC. Se precisar de ambas, compre a KH-315A.
Conclusão sobre cabeçotes de solda orbital
A escolha entre uma máquina de solda orbital com cabeçote aberto e uma com cabeçote fechado não se resume a qual é “melhor”. Trata-se de qual se adapta ao seu material, ao seu ambiente e ao seu volume de produção.
– Aço inoxidável de parede fina + alta pureza = máquina de solda orbital com cabeçote fechado.
– Aço carbono de parede grossa + trabalho em campo = máquina de solda orbital com cabeçote aberto.
– Trabalho misto = ambos os cabeçotes de solda orbital (KH-315A).
Fabricamos cabeçotes de solda orbital desde 1994. Ajudamos clientes em mais de cinquenta países a fazer essa escolha. Podemos ajudar você também.
Ligue para nós. Conte-nos o que você solda. Recomendaremos o cabeçote de solda orbital certo – aberto, fechado ou ambos. Enviaremos um engenheiro à sua oficina para treinar sua equipe. E estaremos aqui quando você precisar de suporte.
Porque, após 31 anos, sabemos que as melhores cabeças de soldagem orbital não são apenas as que fabricamos – são as que resolvem o seu problema sem criar novos.
Valorizamos sua mensagem!
Preencha os campos abaixo e personalizaremos a solução de acordo com suas necessidades.