Stock Code: 831045
Industrial Automation & Intelligence Solutions
SUMMERY: Cada caldeira ou vaso de pressão que sai de uma oficina de fabrico suporta o peso da expectativa. Será pressurizado, aquecido, submetido a ciclos e, por vezes, a abusos — e não pode falhar. No cerne desta fiabilidade estão milhares de li...
Cada caldeira ou vaso de pressão que sai de uma oficina de fabrico suporta o peso da expectativa. Será pressurizado, aquecido, submetido a ciclos e, por vezes, a abusos — e não pode falhar. No cerne desta fiabilidade estão milhares de ligações individuais de juntas soldadas por resistência entre tubo e espelho de tubos. Quando uma destas juntas se rompe, as consequências variam desde custos elevados com tempo de inatividade até à perda catastrófica do equipamento.
Há mais de quinze anos que desenvolvemos sistemas que ajudam os fabricantes a executar estas juntas críticas na perfeição. A diferença entre uma junta que resiste e uma que falha resume-se, muitas vezes, à consistência na produção de uma soldadura de resistência genuína entre tubo e espelho de tubos — e esta consistência é exatamente o que a automação proporciona.
Uma união soldada por resistência entre tubo e espelho de tubos é fundamentalmente diferente de uma soldadura de vedação. As soldaduras de vedação apenas fecham a folga na interface tubo-espelho; impedem as fugas, mas contribuem pouco para a integridade estrutural. Uma soldadura de resistência, por outro lado, é concebida para transferir toda a carga axial do tubo para o espelho de tubos. A soldadura deve resistir às forças de arranque geradas pela pressão, expansão térmica e cargas externas.
Para atingir este objetivo, é necessária uma geometria específica. O tubo projeta-se normalmente 2 a 3 mm para além da face da placa tubular, e é aplicada uma soldadura de filete com uma espessura de garganta calculada em torno da circunferência. Para configurações niveladas, é necessária uma penetração profunda ou múltiplas passagens para desenvolver uma resistência equivalente. O próprio metal de soldadura deve ser compatível com os materiais do tubo e da placa tubular — exigindo frequentemente metais de adição como o 309L para juntas de aço inoxidável com aço carbono.
Normas como a ASME Secção VIII e Secção I impõem regras rigorosas sobre a forma como uma soldadura de resistência entre tubo e placa tubular deve ser concebida e qualificada. A dimensão da soldadura deve ser suficiente para desenvolver a resistência total à tracção do tubo, devendo o procedimento ser validado através de ensaios destrutivos em protótipos. Estes requisitos existem porque uma falha na união entre tubo e placa tubular numa caldeira ou vaso de pressão não é uma fuga menor — é um evento de segurança.
A soldadura manual de juntas tubo-placa tubular é notoriamente difícil. O soldador necessita de manter a mão firme enquanto gira em torno de cada tubo, frequentemente em feixes apertados. O comprimento do arco varia consoante o movimento da tocha. A velocidade de deslocação flutua com a fadiga. A cobertura do gás de proteção pode ser comprometida por posicionamentos inadequados. O resultado é uma variação estatística na qualidade da soldadura — algumas juntas cumprem os requisitos de resistência, outras ficam aquém.
Numa união tubo-placa soldada por resistência, esta variabilidade é inaceitável. Se uma articulação em cada mil apresentar uma fusão incompleta ou uma espessura insuficiente da garganta, torna-se o elo mais fraco. Sob carga cíclica, esta junta falhará primeiro. A falha pode propagar-se, levando à rutura do tubo, danos colaterais e paragens não programadas.
É aqui que uma máquina automática de soldadura tubo-placa tubular faz a diferença. A automação elimina os fatores humanos que causam inconsistência. A máquina mantém o comprimento do arco constante através de sensores eletrónicos. A velocidade de deslocação é controlada por engrenagens de precisão. Os parâmetros de pulso são ajustados de acordo com o material e a posição. Cada soldadura é executada exatamente de acordo com o procedimento qualificado.
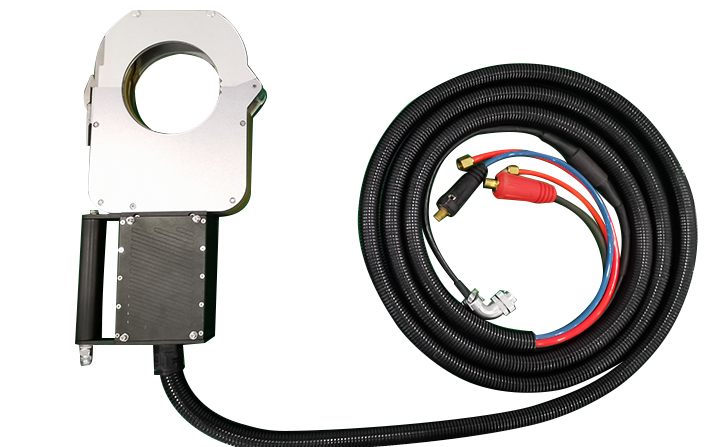
A nossa abordagem à construção de sistemas automáticos de soldadura de tubos em espelhos tubulares parte do reconhecimento de que as soldaduras de alta resistência exigem precisão a todos os níveis. A cabeça de soldadura deve ser capaz de um posicionamento repetível, rotação estável e entrada de calor controlada.
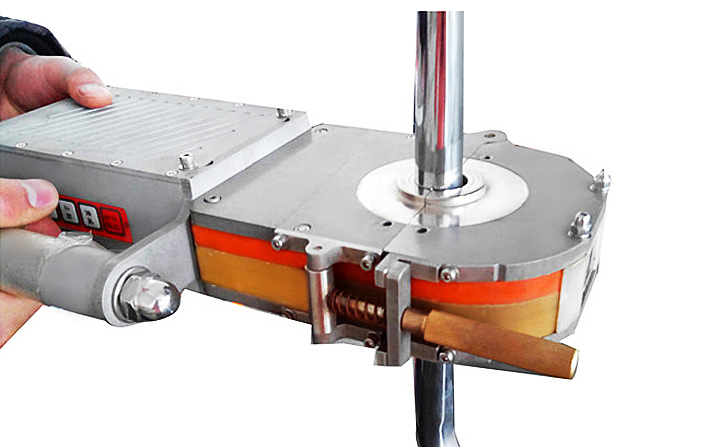
As cabeças de soldadura orbital de tubos em espelhos tubulares que fabricamos apresentam mandris expansíveis que centram a cabeça no diâmetro interior do tubo. Isto garante que o tungsténio é concêntrico, independentemente da ovalização do tubo ou de pequenos desalinhamentos. Se a cabeça estiver descentrada, o comprimento do arco varia, a penetração varia e a junta resultante, soldada por resistência, não terá uma resistência uniforme em toda a circunferência.
O ajuste de tungsténio em três eixos permite ao operador definir a projeção e o ângulo exatos necessários para a geometria da junta. Para tubos salientes, um ângulo da tocha de 5 a 10 graus direciona o arco para o canto, criando a fusão adequada na raiz. Para tubos embutidos, pode ser utilizado um ângulo mais acentuado para obter uma penetração profunda.
O arrefecimento a água está integrado no corpo da cabeça, permitindo o funcionamento contínuo com as correntes elevadas frequentemente necessárias para tubos de paredes espessas ou de múltiplas passagens. As cabeças arrefecidas a ar sobreaquecem, forçando paragens que interrompem a produção e introduzem variação térmica. Com o arrefecimento a água, a cabeça mantém a temperatura estável e os parâmetros de soldadura permanecem consistentes em centenas de juntas.
A necessidade de ligações fiáveis entre tubos e espelhos tubulares através de solda de alta resistência abrange diversos setores, mas as aplicações mais exigentes são na geração de energia e no processamento petroquímico.
Nos aquecedores de água de alimentação de alta pressão, os tubos operam a pressões superiores a 3000 psi e a temperaturas superiores a 500 °F. A união entre o tubo e o espelho tubular, soldada por alta resistência, deve suportar não só as cargas em regime permanente, mas também os choques térmicos de arranque e paragem. A investigação demonstrou que a combinação da soldadura com a expansão total do tubo cria redundância — a soldadura suporta as cargas axiais, enquanto a expansão garante um contacto íntimo e impede a corrosão por fendas.
Nas caldeiras de recuperação de calor utilizadas nas refinarias, os espelhos tubulares podem ser enormes — com dois metros ou mais de diâmetro — e milhares de tubos. A soldadura manual de cada junta entre tubo e espelho tubular demoraria semanas e ainda assim produziria taxas de rejeição inaceitáveis. Uma máquina automática de soldadura de tubos a espelhos tubulares, equipada com múltiplas cabeças, permite a um operador monitorizar várias soldaduras em simultâneo, inspecionando as juntas concluídas enquanto as máquinas continuam a trabalhar.
Nos vasos de pressão nucleares, onde cada soldadura deve ser documentada e rastreável, a automatização fornece o registo de dados necessário para a conformidade com as normas. Os parâmetros de cada junta soldada por resistência entre tubo e espelho de tubos são registados e armazenados. Se surgir alguma dúvida anos mais tarde, o histórico de fabrico estará disponível.
O desenvolvimento de um procedimento qualificado para uma soldadura por resistência entre tubo e espelho de tubos envolve várias etapas. Em primeiro lugar, deve ser definida a geometria da junta — protrusão do tubo, detalhes do chanfro, se existir, e espessura da garganta necessária. De seguida, o metal de adição é selecionado com base na compatibilidade com o material base.
Os corpos de ensaio são soldados utilizando os parâmetros propostos, seccionados e examinados. As amostras macroatacadas revelam a profundidade de penetração, as linhas de fusão e eventuais defeitos. Para soldaduras por resistência, a garganta da soldadura deve cumprir ou exceder o requisito de projeto. Algumas normas também exigem ensaios de cisalhamento para confirmar se a junta desenvolve realmente toda a resistência à tracção do tubo.
Uma vez qualificado, o procedimento é programado na máquina automática de soldadura tubo-espelho de tubos. A máquina armazena múltiplas programações para diferentes tamanhos de tubos, materiais e configurações de juntas. Os operadores selecionam o programa adequado e o sistema ajusta automaticamente a corrente, a frequência de impulsos, a velocidade de deslocamento e a taxa de alimentação do fio.
As normas de fabrico modernas exigem cada vez mais a comprovação de que todas as uniões soldadas por resistência entre tubos e placas tubulares cumprem os requisitos. Os nossos sistemas de soldadura automática de tubos e placas tubulares incluem um registo de dados abrangente. Para cada soldadura, o sistema regista:
– Identificação da programação de soldadura
– Corrente e tensão reais durante todo o ciclo
– Velocidade de deslocamento e taxa de alimentação do arame
– Hora e data do arco
– Identificação do operador
Estes dados podem ser exportados para registos de qualidade ou integrados em sistemas de gestão de plantas. Se uma junta for questionada, o histórico completo da soldadura estará disponível. Para trabalhos nucleares e militares, este nível de rastreabilidade é obrigatório.
Já vimos o que acontece quando uma junta soldada por resistência entre tubo e placa tubular falha em serviço. Num caso, uma fuga num aquecedor de água de alimentação de uma caldeira levou à erosão de tubos adjacentes, causando múltiplas avarias em poucos meses. A reparação exigiu semanas de inatividade, substituição de dezenas de tubos e requalificação de todas as juntas.
Noutro caso, um vaso de pressão numa fábrica química apresentou uma fissura numa junta soldada por resistência após apenas dois anos de serviço. A investigação revelou que a soldadura tinha espessura insuficiente na garganta — o procedimento tinha sido qualificado, mas as soldaduras de produção não correspondiam à qualificação. A variação na soldadura manual permitiu que algumas juntas passassem com dimensões inadequadas.
Uma máquina automática de soldadura tubo a espelho de tubos elimina esta variação. Cada junta é feita com os mesmos parâmetros do cupão de qualificação. A espessura da garganta é consistente. A fusão é total. A resistência é previsível.
Os fabricantes que migram da soldadura manual para a automatizada em uniões de tubos soldadas por resistência referem, geralmente, três razões:
Em primeiro lugar, a qualidade melhora. As taxas de rejeição descem de dois dígitos para menos de 2%. Os custos de retrabalho desaparecem.
Segundo, a produção aumenta. Um operador que controle várias cabeças de solda pode produzir mais do que uma equipa de soldadores manuais.
Em terceiro lugar, a documentação torna-se automática. Em vez de depender de registos manuscritos, terá registos eletrónicos que atendem às exigências dos auditores e dos clientes.
Os cabeçotes de soldadura orbital tubo-placa que fabricamos são concebidos para tornar esta transição perfeita. Encaixam nos mesmos padrões de tubos, utilizam as mesmas fontes de energia e exigem formação mínima para técnicos de soldadura experientes.
Uma união tubo a placa tubular soldada por resistência não é apenas uma soldadura — é um compromisso com a segurança e a fiabilidade. Em caldeiras e vasos de pressão, onde a falha não é uma opção, este compromisso exige o melhor controlo de processo possível. A soldadura manual, por mais hábil que seja, não consegue igualar a consistência de um sistema automatizado.
Se fabrica equipamentos que exigem juntas de tubo soldadas por resistência, considere o que a automatização pode fazer pela sua fábrica. Traga uma placa tubular de amostra e nós testamo-la na nossa linha de produção. Verá a diferença na consistência, na aparência e nos dados. Sem pressão, sem jargão — apenas décadas de experiência a ajudar pessoas a construir equipamentos de pressão mais seguros e fiáveis.